




Pro-face GP在印刷行业的应用
http://www.chlingkong.com凌控导读:Pro-face GP在印刷行业的应用,经过调试,整个系统以符合客户的要求。虽然在这个例子中只用到GP的很小一部分功能,其它的大部分功能是在plc里实现的。但是可见触摸屏在这个领域能能够得到更好的运用。
现在GP在各个行业的运用越来越广泛,以下就是一个GP在印刷行业中的一个运用Pro-face 这是一台烫金设备Pro-face
设计要求:为配合走纸机烫金,共有5轴精确定位系统,其中3轴纵轴,2轴横轴,要求精确定位,每走950mm要求误差不超过5mm;4轴要求恒转矩运行;12路温度控制,要求温度精确控制在1℃以内印刷行业
我们在设计本系统中力求做到最先进,最快速,力求做到最好印刷行业 在经过研究,考虑过各种方案,我们决定采取以下方案:
1. GP
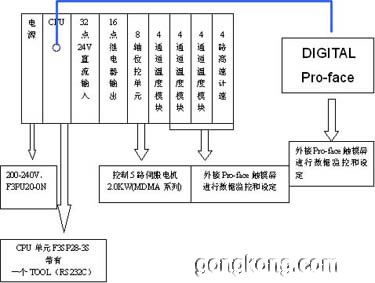
采用Pro-face触摸屏,GP2500-TC42-24V,主要性能:10.4英寸TFT彩色显示,640*480,256色,4MB FEPROM,256KB SRAM, 以太网, 扩张SIO, CF卡印刷行业
2. PLC
横河:
CPU: F3SP28-3S
编程方法:采用IEC1131-3语言中4种方式(梯形图、指令清单、功能模块图、顺序功能流程图)
控制方法:顺序控制烫金
程序容量:标准20K步(标准)或32K步烫金
基本指令:顺序指令处理速度为0.12微秒烫金
高级指令:传输指令处理速度为0.045 to 01.8us。
程序存储方式:RAM或EPROM。
智能高效的指令:浮点运算功能、通信用字符串功能、PID控制指令等。
电源单元:F3PU20-0N
输入额定电压:交流 100-240伏。
适用于9—16槽基板.
输入单元:32点24V直流输入型F3XD32-3F (一块)。
连接型---扩展连接和连接器必须分别采购。
输出单元:16点2A ,100—240VAC \ 24VDC继电器输出型F3YC16-
0N。
位控单元:8轴控制F3Y18-0N 8轴 499.75Kpps适用于脉冲电机,
3.998Mpps适用于伺服电机。
连接型----扩展连接和连接器必须分别采购。
温度控制单元
输入: F3CT04-1N(4通道热电偶输入,0.5秒扫描周期,4-20mA
连续PID控制)
热电偶方式:K型-200至+1000摄氏度(0.1摄氏度)。
输出:
输出信号范围:电压——+/-10伏(K-2048至2047)
分辨率:1/4096
转换速度:500微秒/通道(转换周期:1次/2毫秒)。
总精确度:+/-1.0%F.S.(0至今5摄氏度)。
绝缘方式:模拟量输入端和FP2内部电路之间采用光偶绝缘方式。模拟输入端和模拟输出端之间采用直流/直流转换器绝缘。
模拟输出:使用共享存储器设定保持/不保
3.伺服驱动系统
我们采用性价比较好的松下交流伺服A系统(电机MDMA202、驱动器MDDA203)为2.0KW的中惯量驱动系统,考虑到加工的精度问题,我们可放宽到2.5KW。
以下为松下的技术特点(仅供参考):
A系列特征:
1.采用松下公司独特算法,使速度频率响应提高2倍,达到500HZ;
定位超调整定时间缩短为以往产品的1/4。
2.具有共振抑制和控制功能:可函盖机械的刚性不足,从而实现高
速定位。
3.具有全闭环控制功能:通过外接高精度的光栅尺,构成全闭环控
制,进一步提高系统精度。
4.具有一系列方便使用的功能:
(1)内藏频率解析功能(FFT),从而可检测出机械的共振点,便
于系统调整。
(2)有两种自动增益调整方式:常规自动增益调整和实时自动增
益调整。
个轴。
5.电机防护等级达IP65,环境适应性强。
6.电机可配用多种编码器,适应各种用户需要:
(1)普通型:2500p/r增量式编码器。
(2)高精度型:17位型(217)增量式编码器
(3)特殊型217位型(217)绝对式编码器。
伺服驱动器保护功能列表:
控制电源欠压保护:瞬时停电或电源容量不足引起的电压低下。
过压保护:由于再生引起的转化器电压超过400VDC。
过流保护:变换器的输出电流过大。
过热保护:驱动器内部的功率元件异常发热。
过载保护:驱动起的电流长时间超过额定电流。
再生过载保护:在生能量超过了再生放电电阻的容量。
过速保护:电机速度超出参数设置的上限。
位置偏差过大保护:位置偏差脉冲数超出参数设置值。
偏差计数器溢出保护:位置偏差脉冲量设置超过2的27次方
(134217728)。
绝对位置系统失电:编码器电源故障。
温度控制部分方案
客户要求: 可测量温度范围0----200度, 精度要达 +/-1 度
电阻Pt.100/热电偶+PLC温度模块(模拟量输出+固态继电器):
采用pid调节控制方式,精度可达+/-0.5。
整个方案就是这样定形之后,开始编写程序,使用触摸屏。
一、触摸屏画面:(仅供参考)
第一幅画面 开机画面,上面是一幅图片,下面4个按钮进行换面切换,切换到不同画面,进行不同的操作。

第一部分
第二幅运行设定画面:

上面轴1-5是手动动作,按住不动,该轴以比较小的速度进行微调。“自动运行无效”按钮按下去变成:“自动运行有效” ,此时,当走纸机给个烫金信号是,各个轴将按步长设定各走各自的步长。如果是“自动运行无效” ,无论有没有信号,各个轴部不动作。
第三幅画面:步长设定画面。
设定各个轴个的走法和步长。

第四幅画面:电化铝设定:
设定电化铝总长,剩余多少报警,显示已走的长度。
还有个“电化铝长度计算无效/有效”按钮。
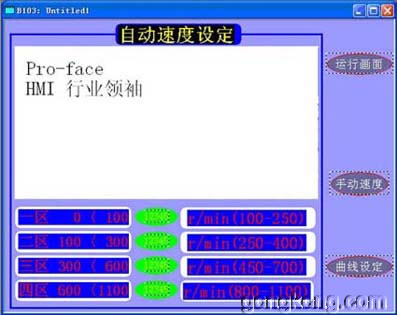
第五幅:自动速度设定:
根据不同的步长,设定不同的速度:
第六幅:手动速度设定:
在第二幅画面中,手动调整1-5轴的速度就是通过这个画面来进行设定的。
 第七幅画面:伺服电机的加减速时间设定
第七幅画面:伺服电机的加减速时间设定
第二部分
第八幅:加热画面:

上面试12区的各个区的温度,前面是加热指示灯。
下面4个按钮切换到各个不同画面:
夜加热:设定时间,时间到了就开始预热。
电加热区设定画面:设定那一区的控制温度画面。
电加热区域及开关:设定温度加热开关。
第九幅:夜加热:
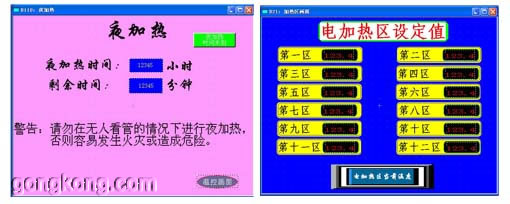
第十幅:电加热区设定
第十一幅 :电加热区域及开关

第三部分:报警
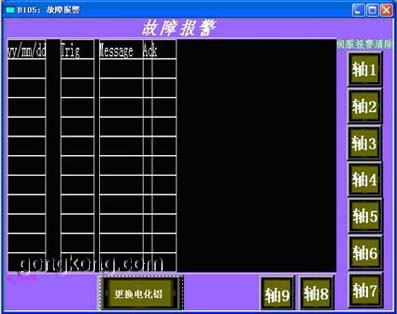
第十二幅,报警画面。
提示报警和提示电化铝用完报警。旁边的是伺服报警清除。
二、PLC程序设计:
横河的PLC主要特点是:速度快。温度控制简单方便。
第一部分:温度控制:
横河有一块模块专门用来控制温度的:F3CU04-1N,4路温度输入,8路模拟量(开关量,可自由切换)输出。通过横河的toolbox软件只要将输入的方式,控制方式,输出方式写到模块里面(自带cpu),做一次自整定之后,然后通过plc对模块的地址进行读写,就可以很简单读温度,设定控制温度,加热/不加热。通过实践;该模块可以将温度控制在+/-0.5℃。
第二部分:伺服控制:
通过八轴的温控模块:F3YP18-0N,最高频率:3.998Mpps。由于模块的精度和伺服的精度都比较高,所以通过对模块的操作,设定,能够比较精确的控制伺服电机的运行与停止,能够达到客户的要求。
经过调试,整个系统以符合客户的要求。虽然在这个例子中只用到GP的很小一部分功能,其它的大部分功能是在plc里实现的。但是可见触摸屏在这个领域能能够得到更好的运用。