




PLC在矫直机控制系统中的应用
http://www.chlingkong.com凌控导读:可编程序控制器PLC因其技术指标先进、质量优、环境适应能力强、可靠性好;有完善的输入输出功能模块,系统能灵活处理模拟量、数字量和开关量;而且具有完善的软件系统,以实现过程检测、执行、控制、报警以及图形画面显示打印等功能。基于此,选用了OMRON公司CPM2A可编程序控制器实现了无锡海得鲁公司的矫直控制系统欧姆龙PLC
文章阐述了矫直机控制系统的原理、硬件设计、软件编程欧姆龙PLC
一 引言
可编程序控制器PLC因其技术指标先进、质量优、环境适应能力强、可靠性好;有完善的输入输出功能模块,系统能灵活处理模拟量、数字量和开关量;而且具有完善的软件系统,以实现过程检测、执行、控制、报警以及图形画面显示打印等功能矫直机 基于此,选用了OMRON公司CPM2A可编程序控制器实现了无锡海得鲁公司的矫直控制系统矫直机
二 矫直机控制系统原理
根据工艺要求、设计的控制原理框图如下:
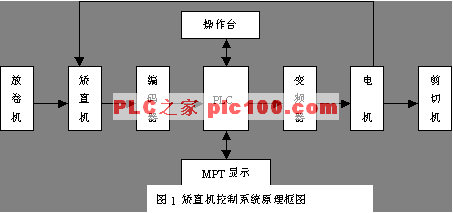
放卷机将铝管在矫直机牵引下自然放卷,通过一排双曲轮将弯曲的铝管矫直矫直机 将旋转编码器安装在传送带上,用于检测铝管传送速度,随铝管的运动而转动,其转动产生的脉冲送入PLC中,经过PLC的计算处理而得到切料的长度,当切料长度改变时,其编码器所测得的速度与输入数据进行比较,比较结果送入变频器中从而通过改变矫直电机的速度来达到改变切料长度。MPT显示、调整矫直速度、调整切料长度、显示已切根数。
三 硬件设计
根据控制要求,系统要求控制5个电磁阀开关,7个到位接近开关,5个控制按钮和2个指示灯,共控制16个I/O输入,7个I/O输出和一个模拟输出,共25个I/O控制点。采集参数为编码器对铝管运行速度的脉冲采样,输出参数为调速频率。考虑性价比,选择了OMRON公司的CPM2A-PLC扩展一个CPM1A-MADO2单元。控制设备和具体I/O对照如表1所示:
表1 矫直机控制系统I/0表
类型 序号 名称 地址 设备名称
DO 1 YA1 10CH00 左夹紧油缸夹紧电磁阀
2 YA2 10CH01 左夹紧油缸打开电磁阀
3 YA3 10CH02 右夹紧油缸夹紧电磁阀
4 YA4 10CH03 右夹紧油缸打开电磁阀
5 YA5 10CH04 切断油缸电磁阀
6 HE5 10CH06 系统准备好
7 HE6 10CH07 系统报警
DI 8 LS02 1CH00 左夹紧油缸夹紧到位接近开关
9 LS03 1CH01 左夹紧油缸夹紧到位接近开关
10 LS04 1CH02 右夹紧油缸夹紧到位接近开关
11 LS05 1CH03 右夹紧油缸打开到位接近开关
12 LS06 1CH04 切断油缸上位到位接近开关
13 LS07 1CH05 剪刀下切到位接近开关
14 LS08 1CH06 安全门关到位安全开关
15 SB7 1CH07 调速 按钮
16 SB8 1CH08 调速-按钮
17 SB9 1CH09 系统复位按钮
18 SB10 1CH10 暂停按钮
19 SB11 1CH11 计数清零按钮
20 SB12 2CH00 急停按钮
21 SB13 2CH01 手/自动切换
22 LS01 0CH00 旋转编码器A相
23 LS01 0CH01 旋转编码器B相
24 LS01 0CH02 旋转编码器C相
AO 25 13CH00 调速
四 软件设计
程序采用OMRON公司的CX-Programmer软件编写,程序设计上有如下特点:在程序中,利用标志位来表示不同的现场情况和程序的状态,增加了程序的可靠性和灵活性。模块化的程序设计,整个程序由不同的子程序构成,各子模块独立完成各自的功能互不干扰,因而程序结构清晰,便于修改。再就是定时器的使用,利用不同的定时器来设置不同设备的延时时间,可以灵活地根据控制要求进行延时时间的设定。主程序主要由程序初始化、计数清零、系统复位、增减变频、切长脉冲转换、速度、切料、暂停急停安全门八个子程序和一个切料中断子程序构成。下面介绍编码器高速计数程序设计及切料动作程序设计。
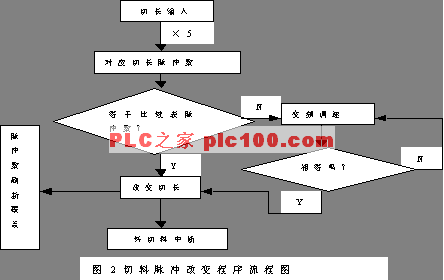
编码器旋转一周有1024个脉冲,其旋转半径为32.6mm,进行速度计数时,一个脉冲所走过的路径是0.2mm,为了保证其脉冲数为整数必须要进行数据处理。把DM5寄存区中放立即数5用来与DM0中的切料长度数据做双字节乘法放到DM15寄存区里。便得到切料长度所对应的脉冲整数。然后再用这个脉冲数与CM11中的脉冲比较表进行比较,当两者相等时,便可以驱动改变切长。切料脉冲转换程序流程如图2所示:
切料过程中要求:剪刀下切动作时,铝管必须被夹紧,以免在下切的过程中由于机械动作产生对铝管的冲力和拉力;切割时,剪刀必须跟随铝管一起等速运动(这属于机械装置上的问题,我们不考虑);夹紧、下切、松开动作时,应该延时一段时间,以保证机械动作到位;每个动作都应该使用状态量控制,以保证系统工作的稳定和安全,同时可以监测故障和报警提示;对所切割铝管的根数和长度进行记录和送显,界面友好直观,功能齐全。
根据切料工序的要求和机械特性设计的切料程序流程图见图3

图3 切料动作程序流程图
五 结束语
该设计已成功运用于海德鲁矫直机控制系统,具有良好的MPT显示界面,工作稳定、可靠、控制精度可达5%。